电解液废气治理解决方案

锂电池制造业废气概况
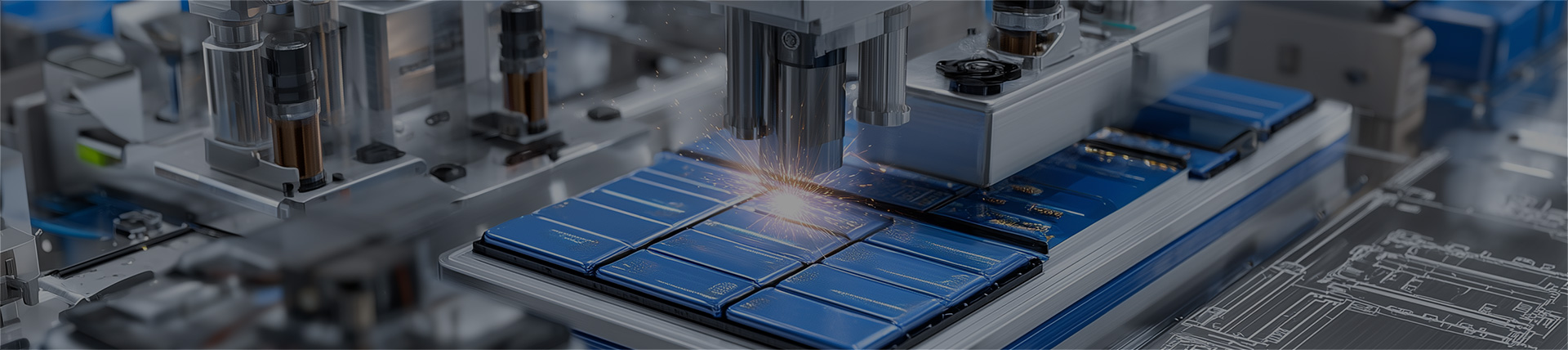
锂电制造全流程(投料、制浆、涂布、烘干、切割、焊接、注液等)均有产污环节,其废气主要含碳酸二甲酯、NMP、VOCs等挥发性有机物,还伴随焊接烟尘、粉尘、HF酸性气体及恶臭物质。针对锂电制造废气特性,结合工艺与废气的强关联性,我们采用分源分类定制化治理策略,搭建安全与环保双重闭环管控体系,高效解决锂电池废气治理痛点,助力企业达标排放。
锂电废气治理难点突出:产污分散、收集复杂,需统筹风压平衡;废气成分杂、浓度差异大(达10倍以上),兼具腐蚀性与易燃性;含硅组分易堵塞设备,且防爆要求高、危废处置成本高。双碳目标下,锂电企业低碳转型迫切,传统治理工艺能耗高、依赖耗材,亟需低能耗、低碳化锂电废气处理技术革新,实现环保与节能双赢。
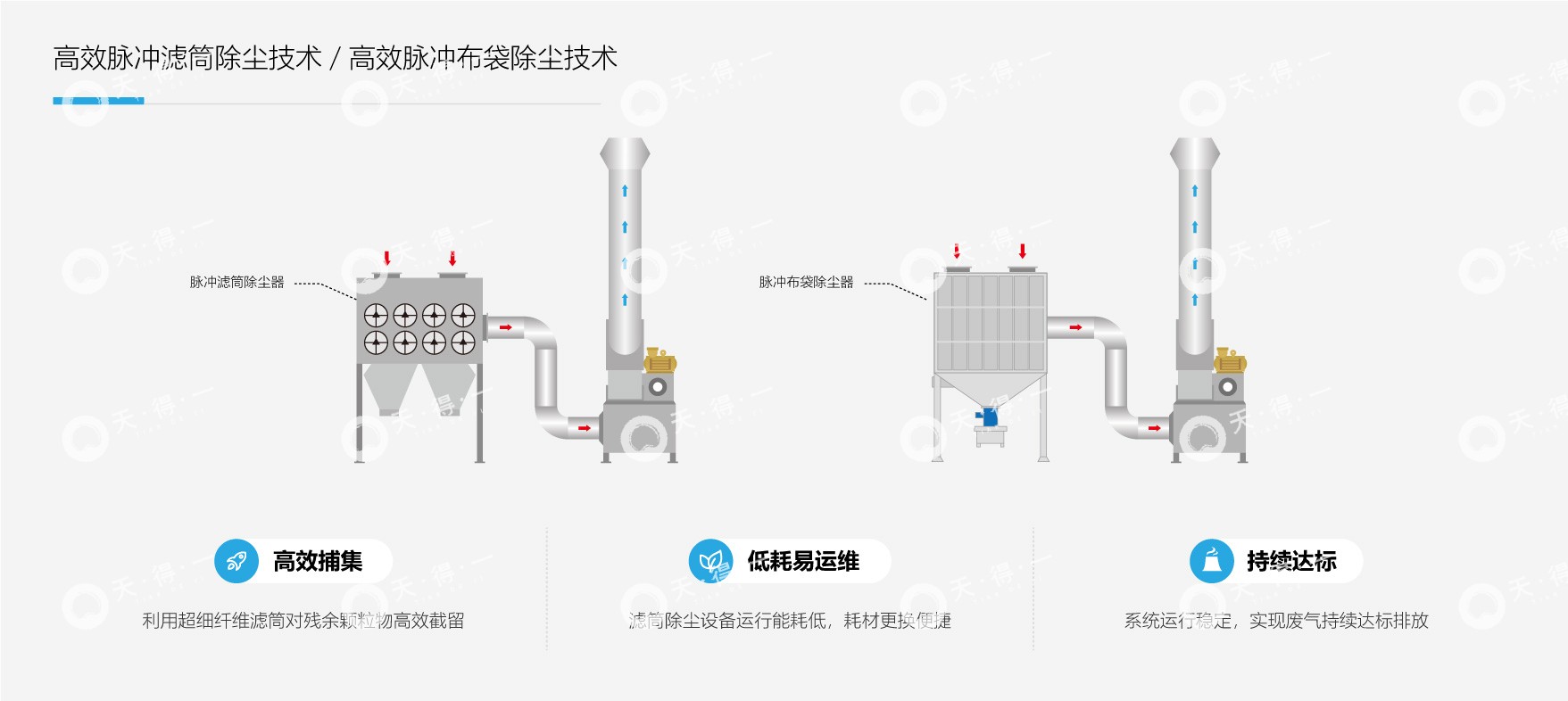
含尘废气治理
针对锂电含尘废气特点,我司提供“高效脉冲滤筒与布袋除尘器”两种方案。粉尘经专用顶吸罩、侧吸罩捕集后进入除尘主机,滤筒除尘器捕集微米级颗粒物效率高,布袋除尘器兼具经济性与耐磨性,两者均采用脉冲清灰技术,保障系统稳定运行,实现达标排放,解决锂电池粉尘废气治理痛点。
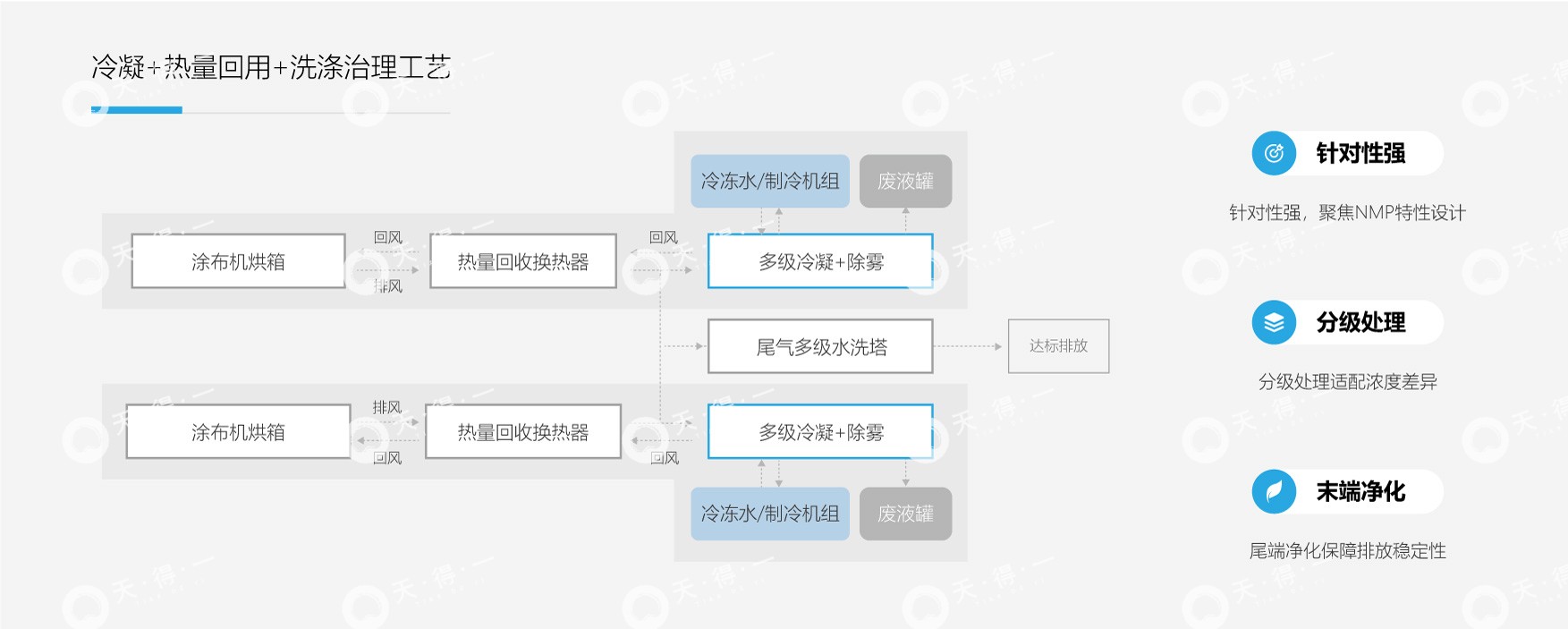
涂布废气治理
锂电池生产阴极浆料涂布与烘干工序中,浆料所含NMP溶剂挥发性强,因涂布机、烘干机为全密封设计,废气可完全收集并形成高浓度NMP有机废气。此类废气若未经处理排放,会造成大气污染、浪费溶剂资源,还可能危害操作人员健康。针对高浓度NMP废气治理及资源回收,我司采用“热量回用+冷凝(可选吸附脱附冷凝)+高塔吸收/活性炭吸附”组合工艺,废气经换热器回收热量后,进入二级梯度冷凝系统,可回收90%以上NMP;净化后90%-95%尾气回用于烘干系统,实现闭路循环与低碳节能,剩余尾气经深度处理后达标排放,兼顾环保与资源回收。
电解液废气治理
锂电池生产注液与化成环节会产生高浓度、高危害废气,主要来源于电解液挥发,成分包括碳酸乙烯酯、碳酸二甲酯等酯类有机溶剂,以及六氟磷酸锂水解生成的氢氟酸(HF)等酸性气体。
注液化成废气治理面临三大挑战:一是排放浓度随工艺参数、操作条件波动,要求处理系统具备较强抗冲击能力;二是有机组分与酸性气体并存、物化性质差异大,单一技术难以协同去除;三是含硅组分处理不当,燃烧后生成的二氧化硅易堵塞设备,增加运维成本与安全风险。
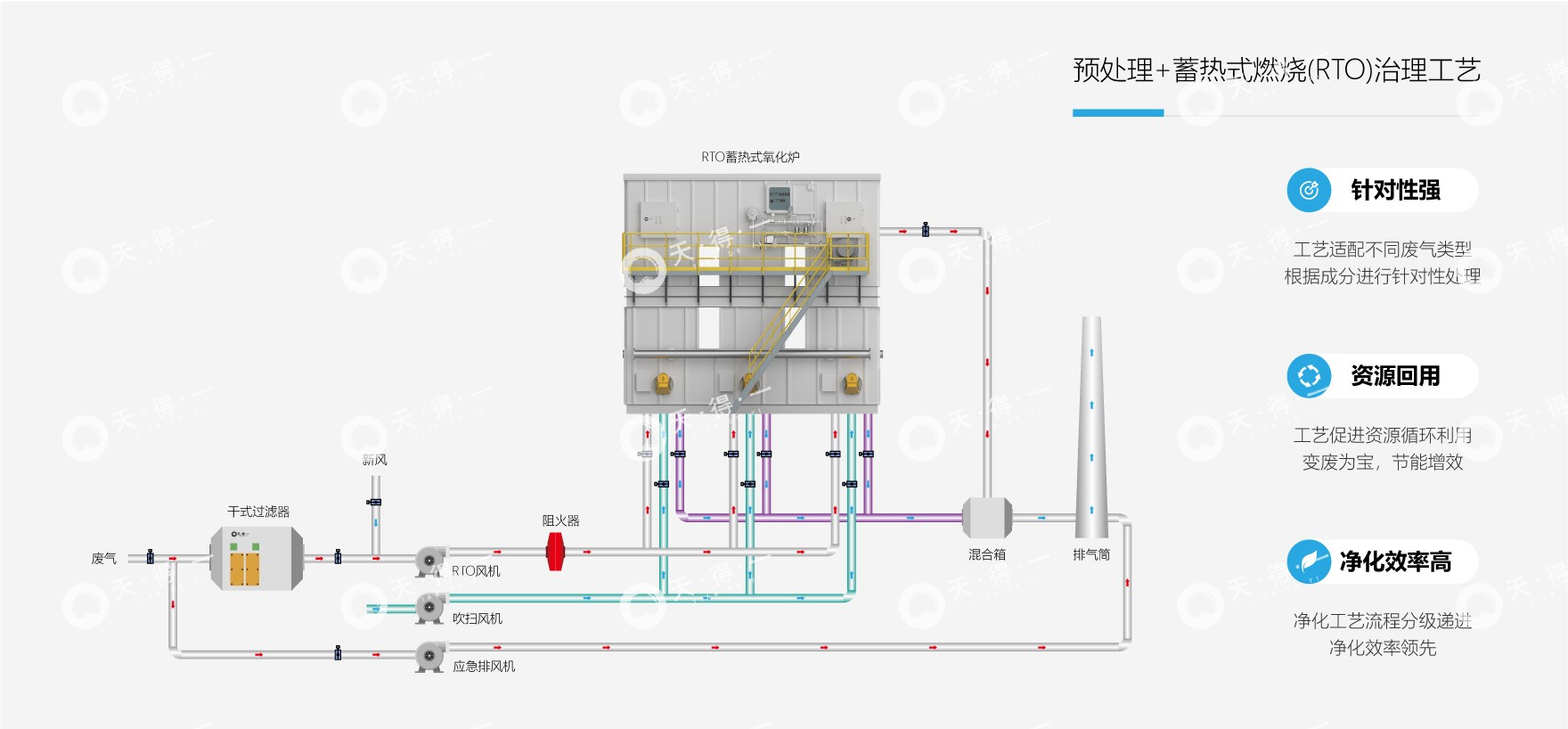
一、不含硅电解液废气治理
采用 “预处理 + 蓄热式燃烧(RTO)” 工艺,废气先经预处理去除颗粒物、HF及水汽,随后进入RTO装置,在高温下将有机物彻底氧化分解为CO₂和H₂O,系统运行稳定,长期达标排放。
二、含硅电解液废气治理
采用 “活性炭吸附 + 蒸汽脱附 + 多级冷凝” 组合工艺,废气中的有机溶剂首先被活性炭吸附捕集,吸附饱和后利用蒸汽进行脱附,得到高浓度有机气体,脱附气再经多级梯度冷凝,实现溶剂回收与深度净化。该工艺可有效避免含硅组分燃烧生成二氧化硅,从而防止系统堵塞,保障生产连续性,降低运维成本。

低浓度有机废气治理
锂电池pack、制浆、擦拭、喷码等多个环节,会产生低浓度有机废气,来源分散、成分多样,虽浓度低,但仍影响环境与人体健康,各环节分别释放VOCs、低浓度NMP、乙醇及油墨挥发物等。针对低浓度有机废气,我司以“低耗能、零干扰、全自动”为理念,提供集成治理方案,助力企业环保与能效双赢、推动ESG落地。
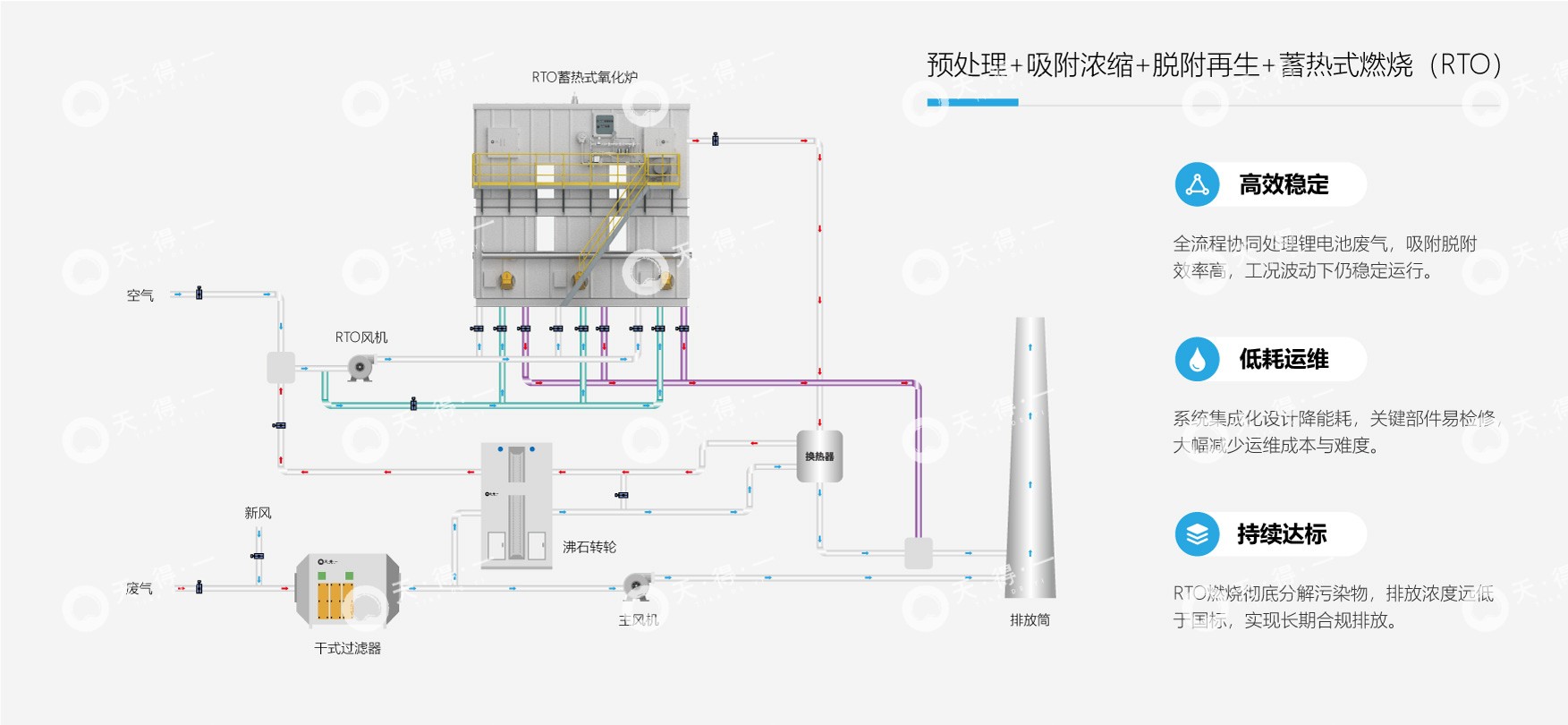
推荐方案:预处理+吸附浓缩+脱附再生+RTO,先预处理去除颗粒物与水汽,再通过定制材料捕集浓缩低浓度VOCs,脱附后转化为高浓度气流,经RTO高温氧化分解实现无害化排放,全程自动化,高效经济、能耗低。