直燃TO设备


方案概述
锂电池回收主要有梯次利用与再生利用两条路径,其中再生利用是资源循环核心,可回收电池级碳酸锂、石墨及钴镍锰铜铝等有色金属。其生产环节多、工艺复杂,包含破碎、烘干、热解等关键工序,各环节均为废气主要产生源。废气含碳酸酯类、烃类等VOCs,以及含重金属粉尘、酸性气体(如HF),呈现成分复杂、浓度波动大、产污节点多、安全风险高、含难处理特征污染物的特点,治理需遵循分源分类、精准收集原则,构建全流程安全环保双重管控体系。
锂电池回收废气治理存在诸多难点:需深度脱除HF、POF₃等剧毒强腐蚀性有毒含氟/磷气体,避免设备腐蚀与二次污染;热解产生高浓度高热值VOCs,伴随氢气、CO等可燃气体,存在易燃易爆风险;同时需协同控制超细粉尘(含PM1.0以下)与重金属,此类粉尘易附着钴、镍等重金属,影响治理效果。
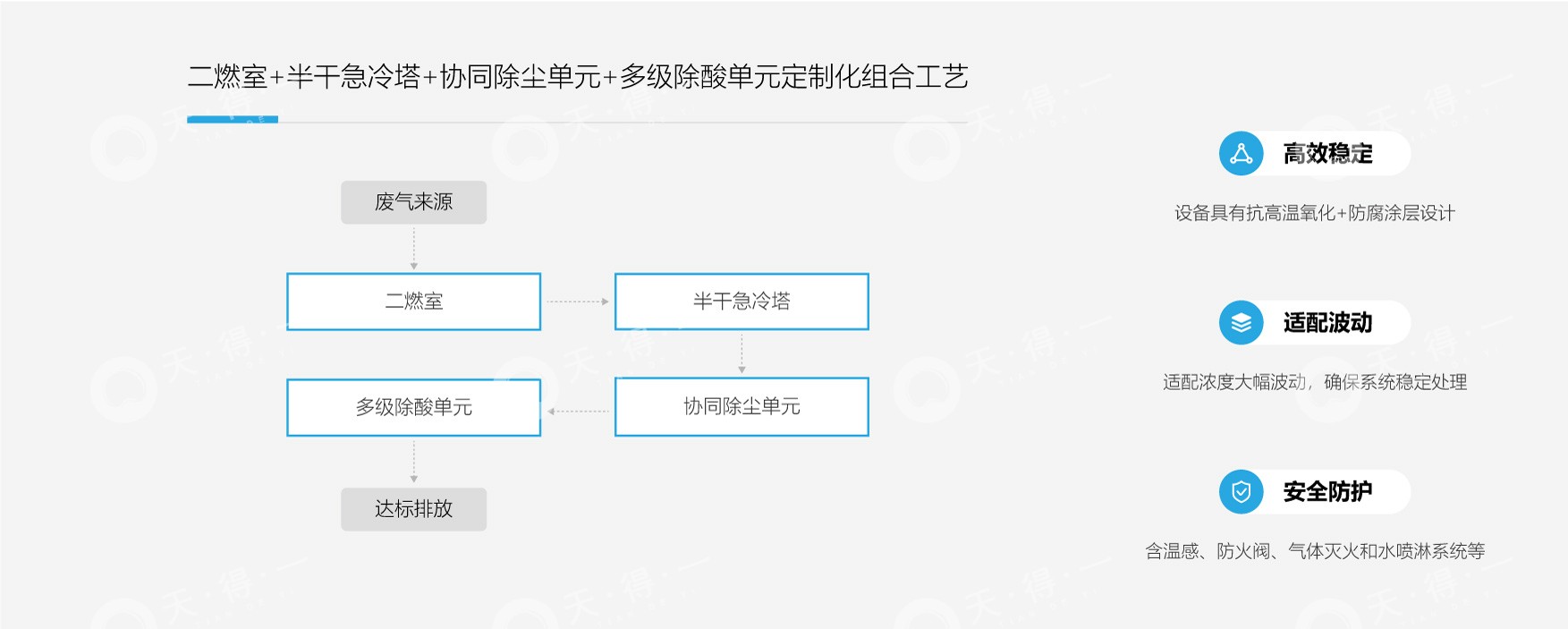
热解废气治理
锂电池回收废气治理核心产污环节为破碎、烘干、高温热解,是锂电池热解废气治理重点。废气分两类:破碎环节挥发物与氮气,烘干热解段高温有机废气与氮气。此类废气成分复杂,含有机组分与氟化氢(HF)等高危组分,治理难度大,契合热解废气治理技术需求,核心挑战的是浓度波动大、组分复杂需协同处理、易燃易爆要求高。针对痛点,我司定制热解废气处理方案,采用组合工艺,实现99%以上VOCs去除效率,高效脱除酸性气体与颗粒物,保障安全,实现热解废气达标排放与低碳运行。