恒压共沸冷凝回收系统


方案概述
锂电材料制造涵盖正极、负极、隔膜、电解液及NMP等材料生产,制膜、罐区储存、电解液配制、NMP精馏等关键工序均会产生废气,核心成分包括颗粒物、二氯甲烷、碳酸酯类、NMP及氟化氢(HF),呈现点位分散、安全风险高、浓度范围宽、组分复杂的特征。这对锂电废气处理系统的高效性、安全性和适应性提出严格要求:需满足易燃易爆溶剂(NMP、酯类)及高浓度VOCs的防爆防火设计,防范HF酸性气体腐蚀与泄漏风险;因废气中VOCs、酸性气体、细颗粒物并存且物化性质差异大,需组合工艺协同处理,同时系统需具备良好负荷调节能力,确保不同浓度工况下均能稳定达标排放,适配锂电正极材料废气治理、锂电负极材料废气治理及各类材料生产废气管控需求。
湿法制膜废气治理
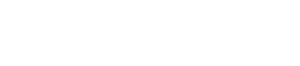
在湿法制膜生产中,基膜萃取、烘干及不凝汽回收环节会产生含高浓度二氯甲烷(含少量石蜡油)的废气,其中二氯甲烷具有较高回收价值,高效回收与深度净化是该环节废气治理的关键。针对湿法制膜废气治理,我司采用自主研发的“加压冷凝+膜分离+共沸冷凝回收”组合工艺,二氯甲烷回收效率最高可达99%。其核心流程为:先对废气加压冷凝,直接回收高浓度二氯甲烷;再通过膜分离单元浓缩剩余废气,将高浓度气流返回加压冷凝单元二次回收;低浓度废气则进入共沸冷凝模块,经吸附、脱附与多级冷凝,实现残余有机物深度回收与废气达标排放,兼顾环境效益与经济效益,有效解决湿法制膜废气治理难题。
电解液生产废气治理
在电解液生产过程中,原料罐、成品罐、生产厂房、空桶放气及成品分装等工序,会产生高浓度电解液废气,主要成分为碳酸酯类、含氟有机物及酸性气体。该废气浓度随储罐呼吸作用大幅波动,且具易挥发、有毒性特点,还存在无组织排放风险,直接排放会严重危害环境与人员健康。
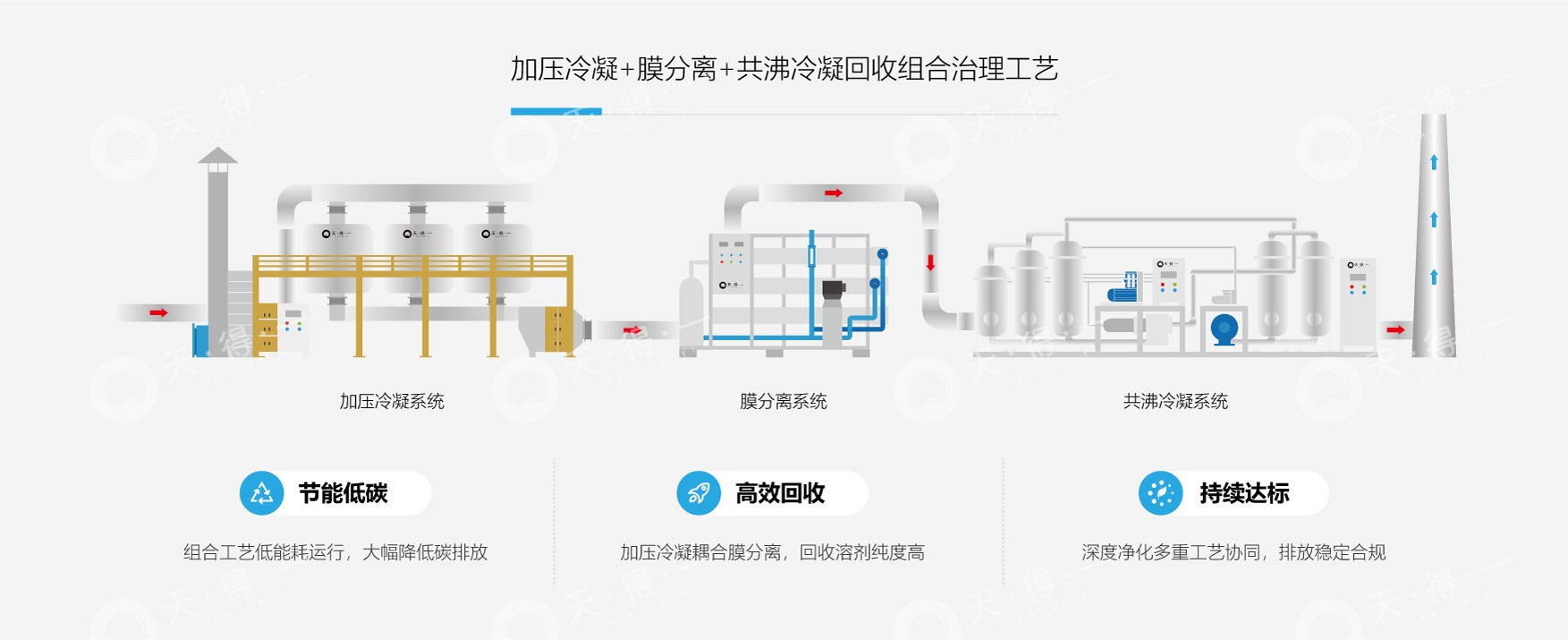
针对电解液废气浓度波动大、成分复杂及无组织排放等治理难点,我司采用“多级深度冷凝+协同处理+共沸冷凝”组合工艺,系统先通过深度冷凝回收高沸点溶剂,再协同去除酸性成分,最后经共沸冷凝深度处理,整体回收效率高达98%以上。该工艺适应性强、运行稳定,可有效解决氟化氢等腐蚀性气体对系统的损耗问题,实现废气达标排放与有机溶剂资源化回收,兼顾环境与经济效益。
NMP生产废气治理
在NMP(N-甲基吡咯烷酮)生产过程中,储罐呼吸、精馏过程及真空泵排气等环节会产生高浓度NMP废气,此类废气具有浓度随呼吸作用间歇波动、峰谷差异显著、易产生无组织排放等特点。人体若长期或频繁接触NMP废气,可引起恶心、呕吐、腹泻等急性症状,并对健康造成累积性影响,若废气未经有效治理,将对周边环境与人员安全构成持续危害。
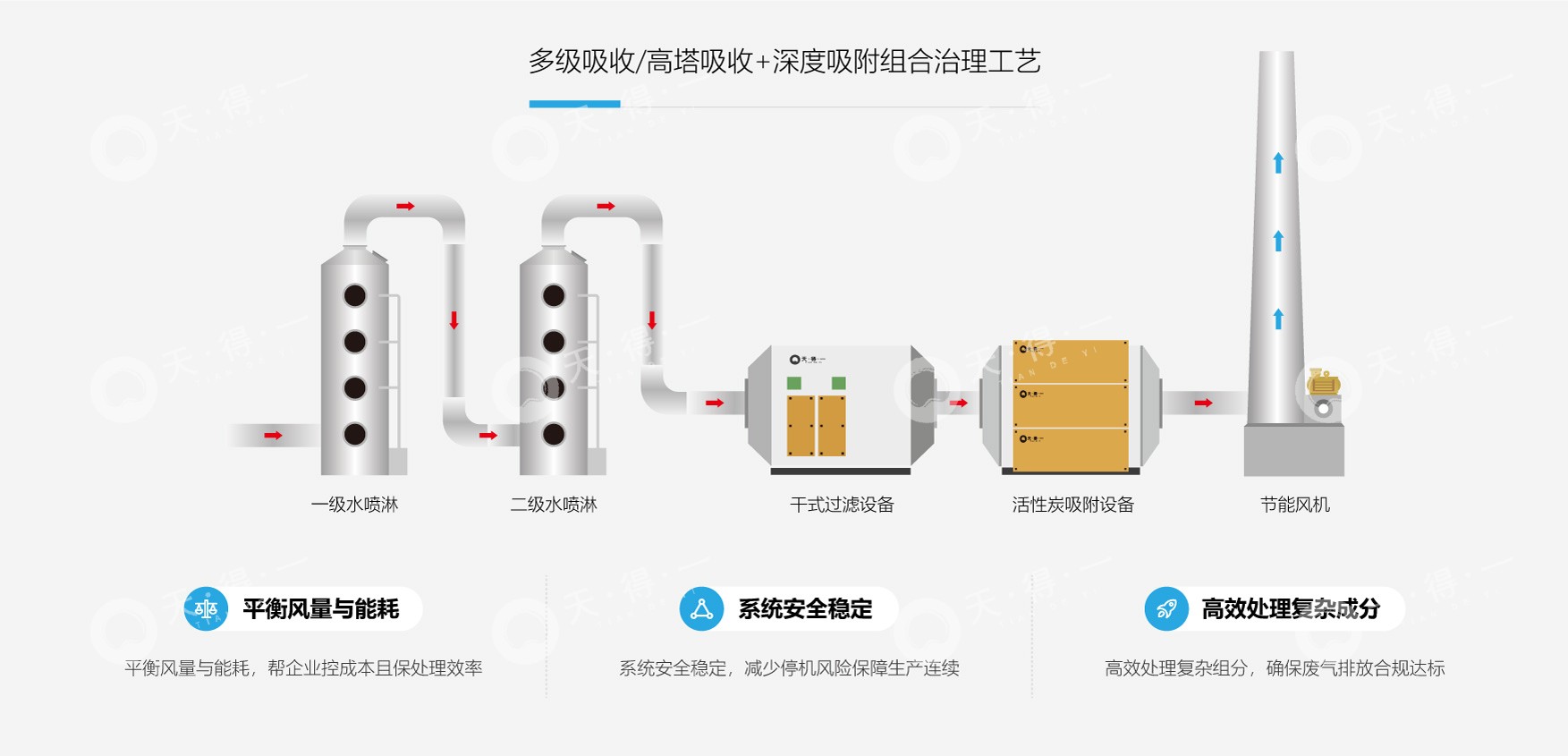
针对NMP废气水溶性强、浓度波动大的特点,我司采用 “多级吸收/高塔吸收+深度吸附”组合工艺。废气首先进入多级吸收塔或高塔吸收塔,利用NMP的水溶性进行梯度吸收,高浓度循环液可回收NMP,实现资源回用,回收效率高达90%以上,剩余废气再经深度吸附单元进一步净化,确保系统稳定达标排放,该工艺在实现废气高效净化的同时,兼顾溶剂回收与运行经济性。
相关产品

