蓄热式直接燃烧RTO设备


方案概述
在轮胎生产中,炼胶、硫化是废气主要产生环节,两类废气排放特征差异显著:密炼废气风量大、浓度高、成分复杂,主要含焦油、粉尘及VOCs;硫化废气以高温烟气、含硫有机物为主,浓度相对偏低。轮胎行业废气普遍存在组分复杂、工况波动大、产污点位分散、安全风险高等特点,废气中烷烃、烯烃、含硫含氧化合物等污染物兼具腐蚀性、异味与可燃特性,对治理系统防爆安全要求严苛。行业同时面临废气收集分散、风量平衡难,多污染物混合波动大,可燃粉尘与 VOCs 存在燃爆隐患,传统高温氧化工艺能耗高、运维成本高等痛点。因此需采用分源收集、分类处理的差异化定制策略,构建安全管控与达标排放双重体系,实现轮胎制造废气治理精准高效净化。
含油/粉尘废气预处理
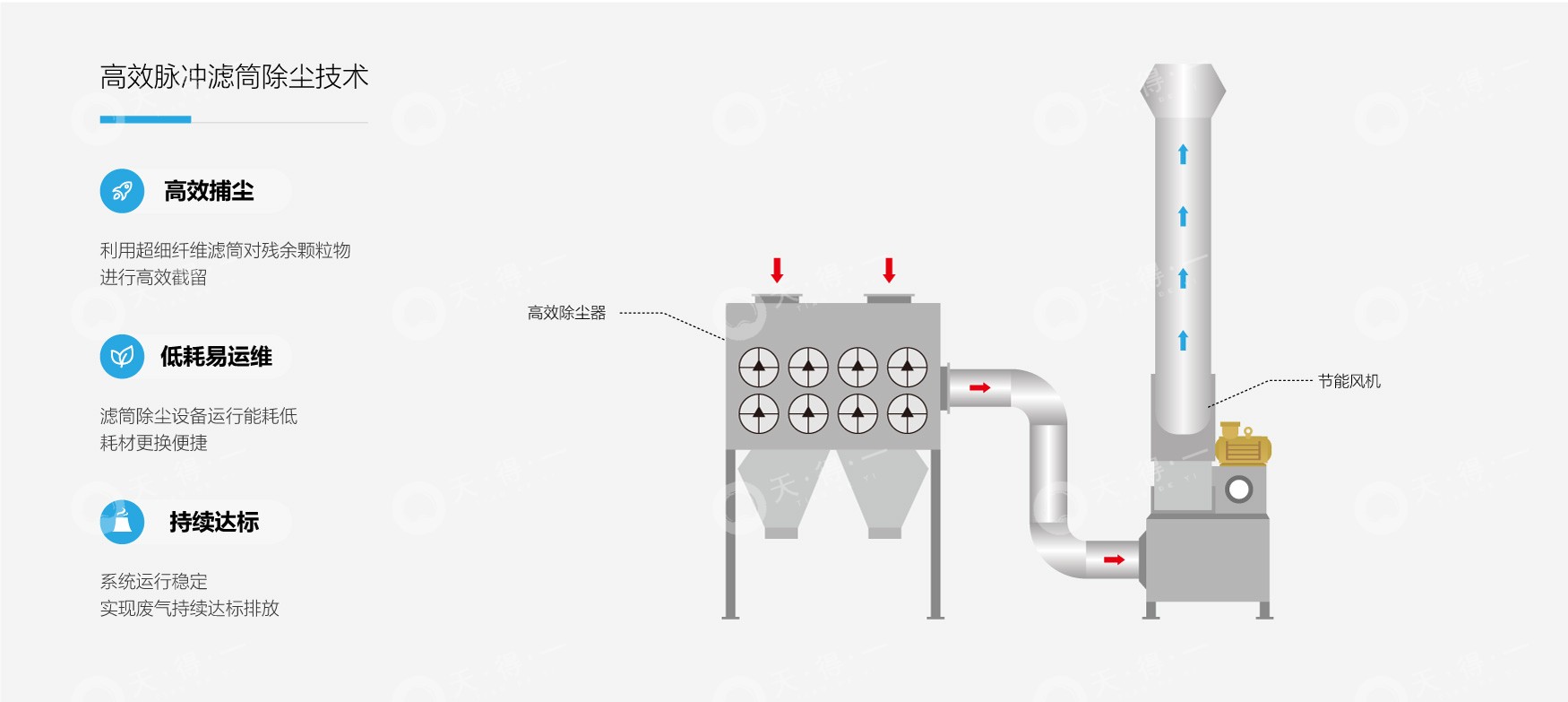
轮胎制造业炼胶车间投卸料等工序,会产生夹带焦油、化学助剂的炭黑粉尘,废气颗粒物粒径细、粘性强,对除尘系统稳定性与运行效率要求严苛。针对炼胶工序含油含尘废气特性,我司采用 “消石灰助滤 + 脉冲布袋除尘器” 优化治理方案:粉尘废气经顶吸罩 / 侧吸罩高效收集后进入除尘主机,通过消石灰喷射装置定量喷粉覆膜,与废气焦油结合实现除油;布袋除尘器自动清灰,保障系统稳定运行,完成含油含尘废气预处理,降低后端耗材损耗与运维成本,实现炼胶废气治理高效稳定达标。
有机废气治理
轮胎生产母炼、终炼、硫化等工序产生的有机废气,整体浓度偏低,但具有来源分散、成分复杂、含硫化氢等恶臭物质的特点,易影响周边环境与作业人员健康。针对低浓度、多源头、带异味的轮胎 VOCs 废气,我司秉持低能耗、少干预、全自动治理理念,定制集成化解决方案,助力企业环保达标、能效提升及 ESG 落地。
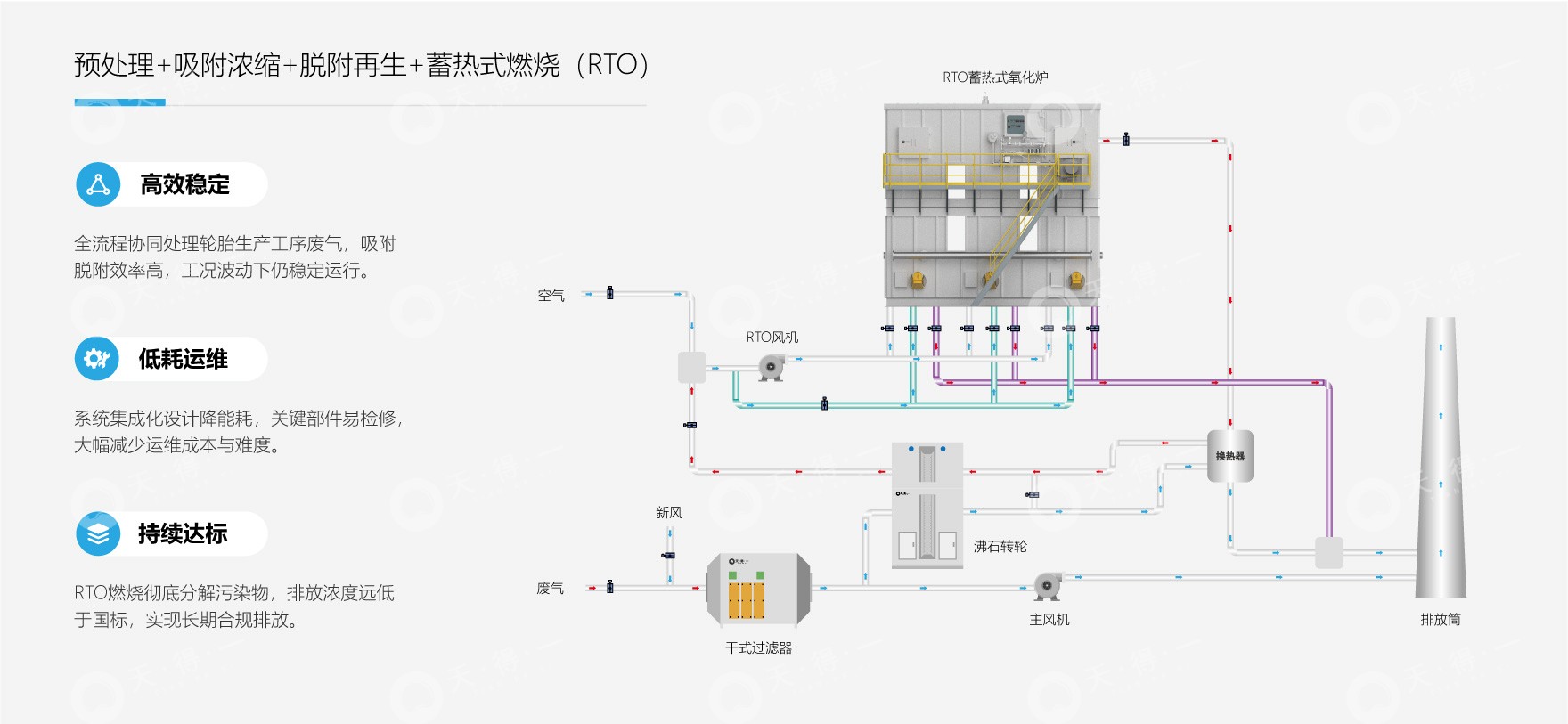
采用预处理 + 吸附脱附浓缩 + 燃烧组合工艺:
预处理:去除粉尘、油雾及干扰组分,保障后端系统稳定;
吸附浓缩:采用定制沸石转轮、分子筛,高效捕集低浓度 VOCs,再生后实现废气浓缩减量;
高温销毁:浓缩废气经高温氧化彻底分解,实现无害化处理。
整套硫化废气治理方案节能低碳,通过浓缩降低燃烧能耗,搭配智能变频与余热回收,运行成本更低;系统全自动运行,安全稳定、运维简便,长期保障废气达标排放。
相关产品